
株式会社寿機化のこれまでの実績
ブログでは株式会社寿機化が過去に納品させていただいた実績をご紹介しています。
他にも社長や社員の日常や感じた事などを載せています。是非ご覧ください。
ブログ
-
ローラーの修理品
10年以上も使用され、摩耗した商品も 円筒研磨→硬質クロームメッキ→円筒研磨をすれば 新品同様に戻ります。 端面やR部はサンダー、ヤスリなどを使用しメッキの花を取り除いています 画像は胴部の…
-
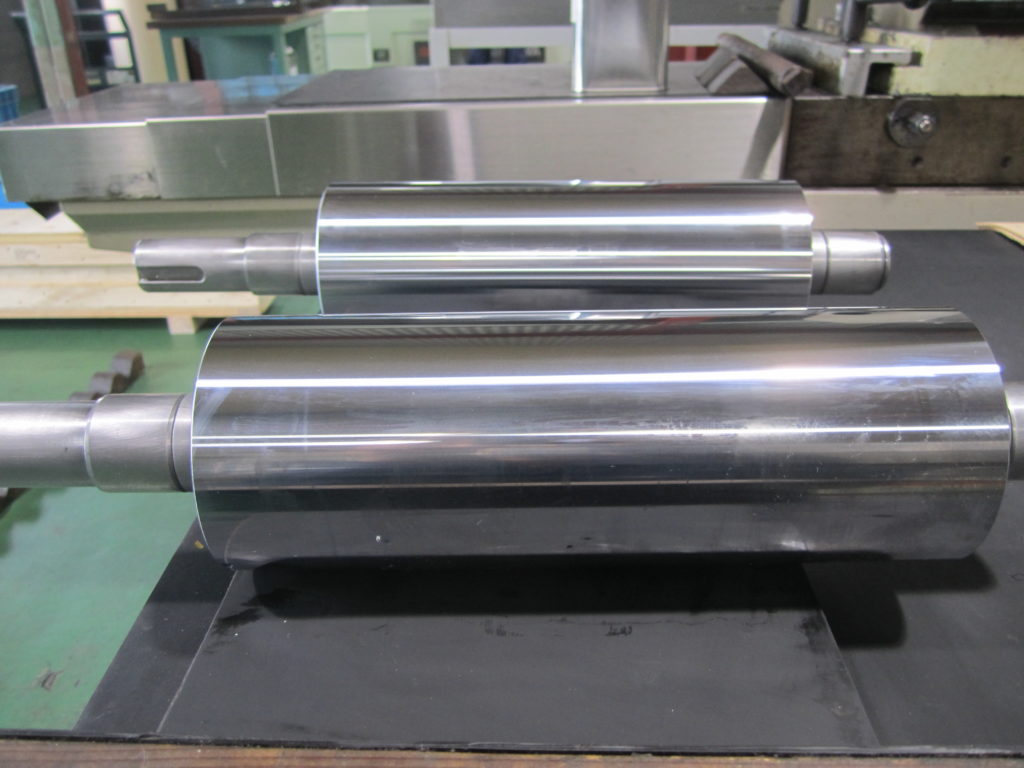
右回転シャフト
材料 S45C 本数 2本くらい 図面より左軸(左から2段目)右軸は胴部との端面より18Lはベアリングがはまる為0~+0.003と厳しい公差となっておりますが、しっかり公差内に入れております…
-
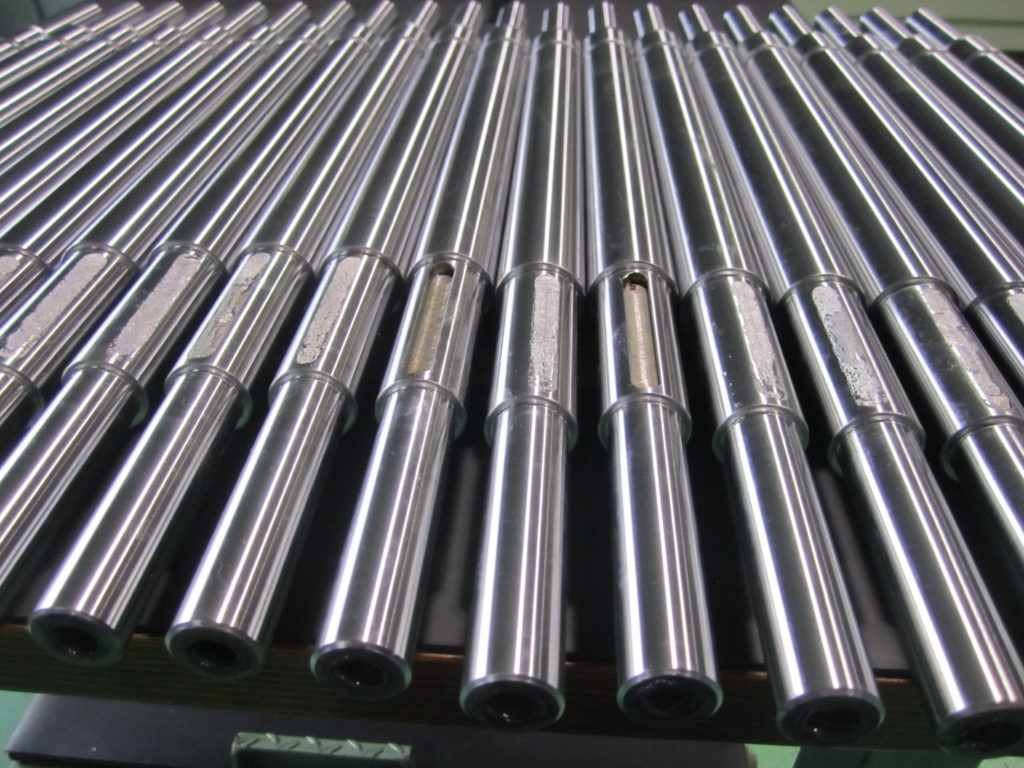
全段硬質クロームメッキ(円筒研削)
材質 S55C 本数 だいたい40本 G1(研磨)→硬質クロームメッキ→G2(研磨) 外径 オール硬質クロームメッキ (キー溝は硬質クロームメッキが入らない様に鉛で防止しています) G1…
-

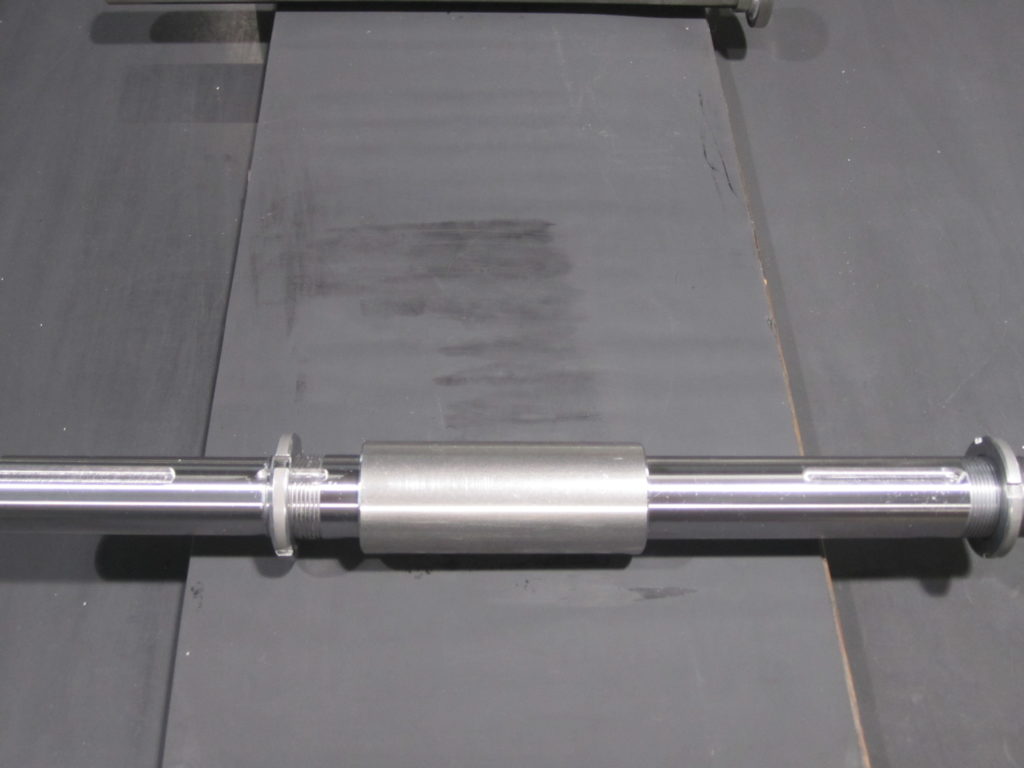
パイプシャフト(円筒研削)
材料 SUS304 外径 Φ30h6 パイプ(内径がΦ21空いてる) 全長が425LでSUS304で切れにくい材料且つパイプと真ん中が逃げて太くなる商品ですが振れ止めを使用すること…
-
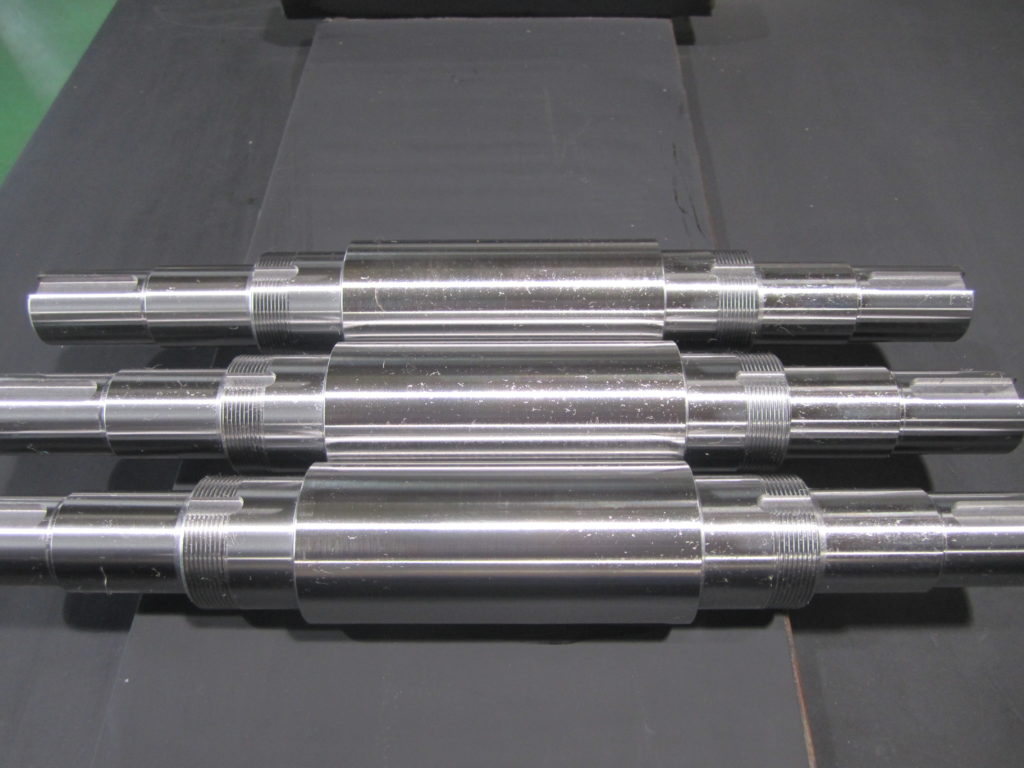
送風機の主軸を精密円筒研磨
材料はS45C 本数は30本のシャフトです 画像左よりΦ32 Φ35 Φ45 Φ45 Φ32の5段研磨です Φ35はメッキ バフ処理を施し完成となります 又、 研磨→メッキ→研磨も得意と…
-

上テーブル オーバーホール
テーブル旋回がしにくくなった上テーブルを下してみました。(主軸台も押しコップも下ろしています) 錆があったのでスクレーパーで錆取りを行い最後の仕上げで油砥石をあてました。清掃…
-

スピンドルシャフト
1回目の研磨→焼きバメ(ローター、バランスリング)→2回目の研磨 Ф140×1400Lの品物です。 1回目の外径研磨 動バランスと外径精度が重要な為、センター穴研磨をします。 研磨3カ…
-

シャフト Ф175×1144L
シャフト加工は当社が得意としてるジャンルの一つであり、材料→旋盤→フライス→焼入れ→研磨の工程を一貫して加工することができます 端面部 端面部(ツラ)の加工でアヤメ(直角…
-
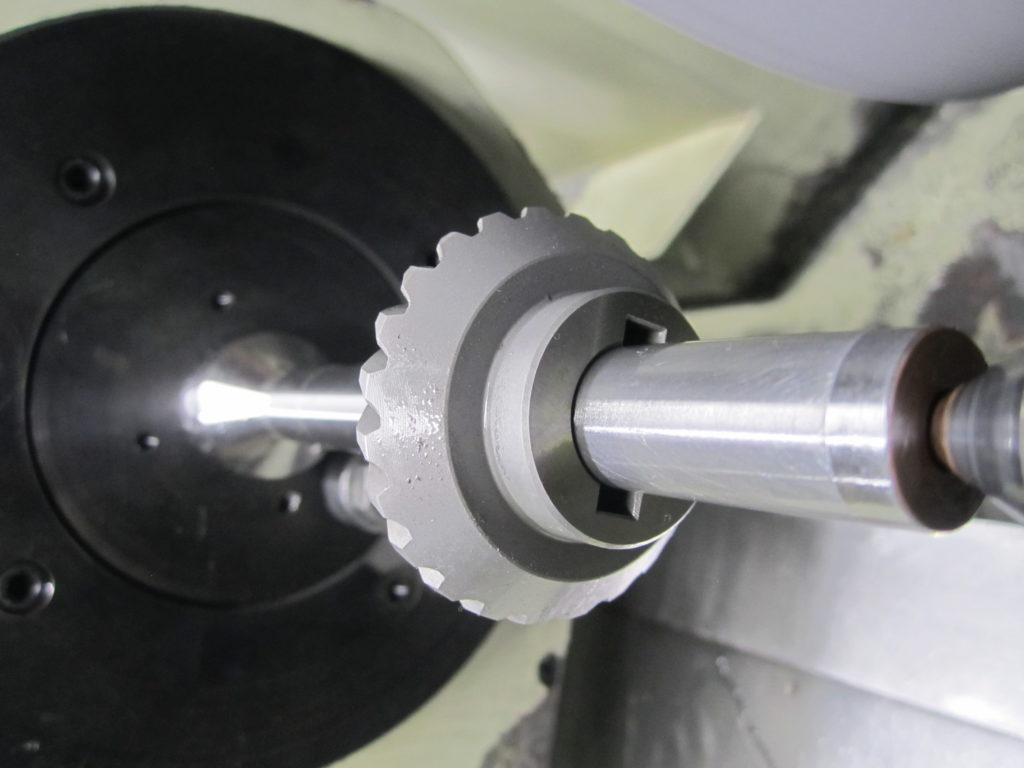
カサ歯車(内径、外径、平面研磨)
マンドレルを使用し外径研磨しているところです 完成 当社の強みは内径、外径、平面研磨が一貫してできるところです。 一貫することにより、メーカーからの短納期の対応も可能 又、メーカ…