
株式会社寿機化のこれまでの実績
ブログでは株式会社寿機化が過去に納品させていただいた実績をご紹介しています。
他にも社長や社員の日常や感じた事などを載せています。是非ご覧ください。
ブログ
-

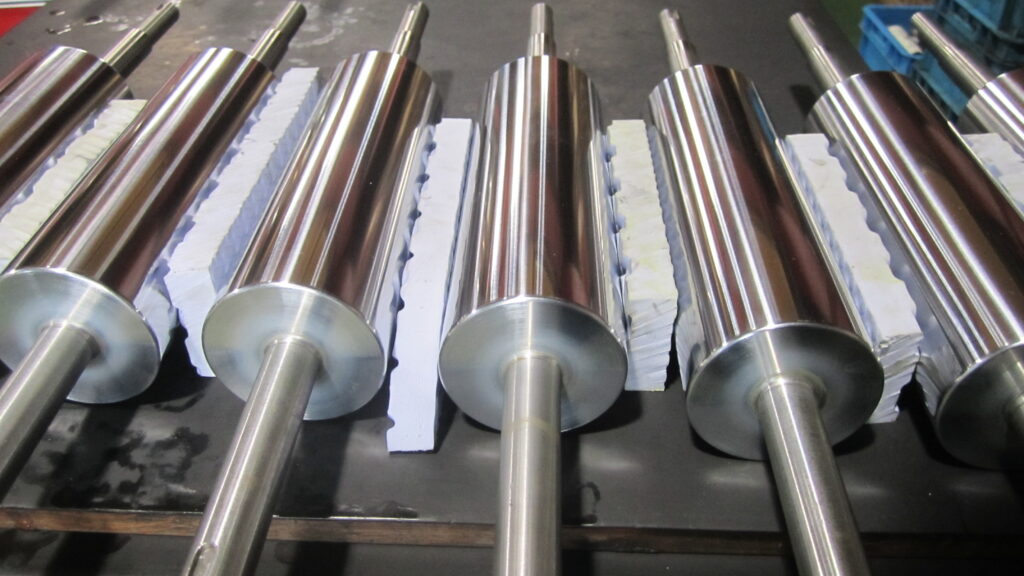
溶射が施された品物の研磨
φ270×248L.1個,φ270×254L.1個,φ180×233L.4個のカラーの研磨です SS400にアモルファスが溶射してあります。 アモルファスは高い耐摩耗性、高硬度の…
-

看板を取り付けました。
2024年初めてのブログです。 研磨のことなら外径も内径も平面も信頼いただけるよう、今年も頑張りますので、寿機化をよろしくお願いいたします。 弊社は工場を4件借りているの…
-

工作機械の見本市
少し時間がたってしまいましたが、10月20日に名古屋市のポートメッセなごやで開催されている工作機械の見本市、メカトロテックジャパンに行ってきました。 弊社にあるような円筒研削機、内面研削機、…
-
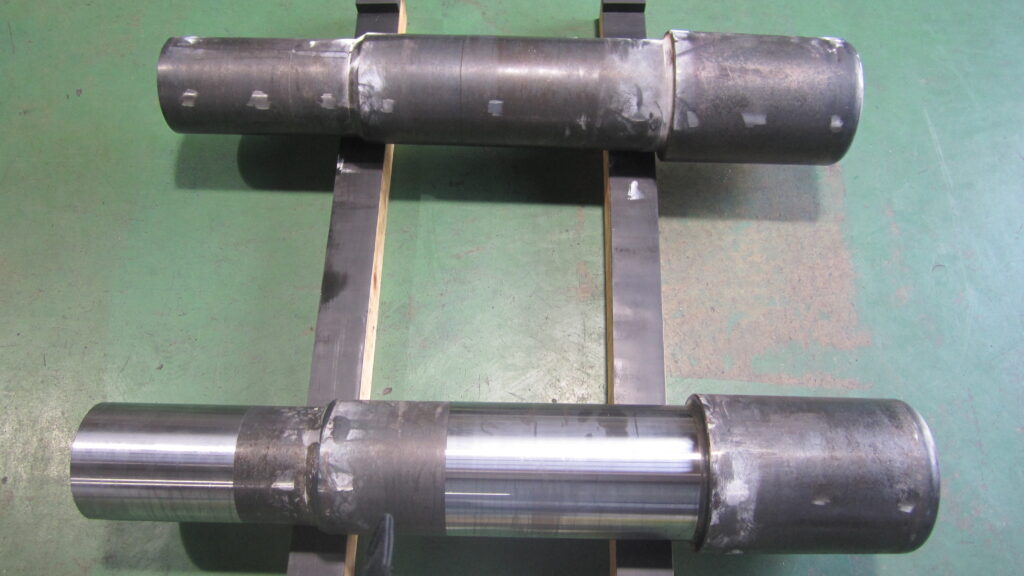
ローラーシャフト
φ170×φ150×1,043L ・数量2本 材質SCM4 これは高周波焼入れ後のシャフトの外径2段の研磨です。 写真は奥が高周波焼入れされた研磨前のシャフト。 手前が外径研磨済みのシャフト…
-

主軸
φ180×φ120×φ100×238L ・SCM420 ・数量20個 ・面相度Ra1.6以内 この品物は外径3段を研磨しました。3段の同芯度は0.005mm(5μ)以内におさめています。その…
-

食堂が出来ました
今までは事務所と食堂を兼用していたので、狭いところでお昼ご飯を食べていましたが、隣の工場を借りたのでそちらに新しくロッカールーム兼食堂を設けました。 いつものお弁当もおいしく感じる・・・かは…
-

交流会に行ってきました
2月10日に大阪のものづくり看板企業『匠企業』の交流会が大阪中央公会堂で開かれました。 受賞した時の授賞式はコロナでなくなってしまったので、交流会に参加してきました。 代表で数社が自己PRを…
-
ロールの研磨→メッキ→バフ
円筒研磨→メッキ→バフの薄メッキの順番で加工しております。 又、円筒研磨→メッキ→円筒研磨の厚メッキ(肉盛)も一貫してやっております。 ロール以外にもピストンロッドなどの薄メッキもやって…
-

Φ220ロール研磨
胴部Φ220×両軸Φ100×全長460Lの品物です。 重量物なのでクレーンを使用しております。(150kgまで可能) 弊社の機械上はΦ290くらいまでで全長は1500Lまで研削が可能です…